Denford CNC 2600
| Denford CNC | |
|---|---|
 | |
| Model | 2600 pro |
| Sub-category | CNC |
| Status | View tool status |
| Last updated | 19 August 2024 07:32:52 |
| Training requirement | yes |
| Training link | cnc_denford_2600_training |
| ACnode | not yet |
| Owner | LHS |
| Origin | Donation |
| Location | Ground Floor, Woodshop |
| Maintainers | Kunal Claude Steve Dean |
Progress Update 22/09/21 KP / 5/2/22 ARTAG
- Win 10 PC setup
- VR CNC Mill v5 installed
- 2D CAM Pro installed
- Machine jogs-OK
Sometimes, all motors seem to be disabled and attempts to jog or start the spindle are met with an error dialog. The only way I have found so far to avoid this is to close everything down, then restart by first switching on the router cabinet and then starting the PC.
- home cycle-OK
- spindle runs-OK
Next steps
- mcodes test
- sample output from obsolete software
- tool change
- add links to correct use of ER20 collets
- gcode generation
- gcode editors
- CAM tools
- fixturing
- Underlying aluminium t-slot table
The base has a t-slot table with ?? slots, width ?? and spacing ??. To avoid damage this is covered by a sacrificial cutting table.
- as-delivered sacrificial table
The original table was 2 layers of MDF with the bottom layer bolted to the T-slot table and the top layer screwed (4 woodscrews) to the top layer. It appears that work was then glued or taped to this surface.
- replacement bolt-down table
This is being replaced (Erica is managing) with a lower layer having 40 M6 T-nuts bolted to the t-slot table, and a sacrificial upper layer with matching holes. Clamps or custom fixtures can then be held down with M6 bolts.
- cut something
Some test pieces have been cut. A longer job has also been run (artag) with gcode generated by easel.inventables.com. This worked well but broke the 3mm straight end mill at the last cut. It was found that the cutting tool had worked its way down the collet (smallest one originally supplied : believed 3-4mm) and so was about 10mm lower than set, resulting in a very deep cut. This should be avoided by using a 1/8" or 2-3mm collet, not the 3-4mm at the limit of its range.
- dust extraction
There is a hole at the top rear left of the cabinet which may be used for dust extraction - either a separate unit or a connection to the shop extractor. However, the cutting dust tends to lie around the cutter so some means to move it to the extraction is required. Possibilities are throwing it into the air and then extracting the air, or sucking directly at the cutting tip. There is a small air pump in the cabinet whose output is taken to a connector under the gantry parking position. This may be used to disturb the air near the cutter, and a flexible hose to the extraction used to remove it. The hoses needed may get in the way : this requires some experiment. A dust shoe may be helpful but will hide the cutting point from view.
- AC Node
- Training and inductions
Materials
- This is in the woodshop and to be used on non metal materials only.
- No liquid or mist coolant is to be used in the machine at all.
Schematics
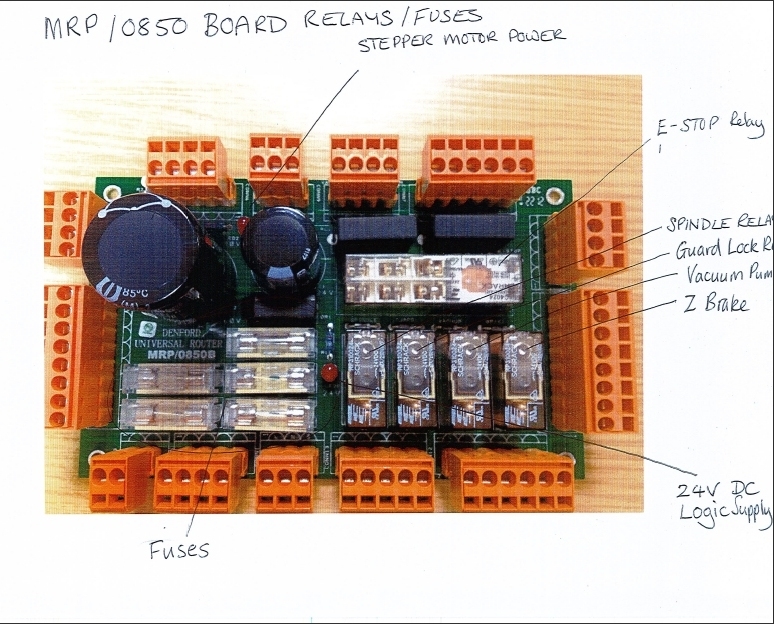
- File:MRP-0850 ESTOP relay contacts.pdf
- Schematic design B (Note we have version A so there maybe some differences) File:Schematic Design MRP-0850B.pdf

Manuals
- User Manual File:Router 2600 Pro Operator Manual.pdf
- VR CNC Control Software v5 Training Guide File:VR Milling 5.pdf
MESA 7i76
- 7i76e Manual File:7i76 Con Guide.pdf
- 7i76e Connection Guide File:7i76 Con Guide.pdf
Linuxcnc
TBD - GITHUB Repository